-

天津市坤明焊材科技有限公司
主营:镍基焊丝,气保焊丝,氩弧焊丝,不锈刚药芯焊丝,高硬度耐磨药芯焊丝,不锈钢焊条

天津市坤明焊材科技有限公司
主营:镍基焊丝,气保焊丝,氩弧焊丝,不锈刚药芯焊丝,高硬度耐磨药芯焊丝,不锈钢焊条 20
20

天津市坤明焊材科技有限公司坐落于津南经济开发区,天津作为我国北方大的工业基地。公司凭借着优越的地理条件和良好的改革形势,*发展起来,从初的小工厂发展到现在集研发、生产、销售、售后服务为一体的大型综合性公司。经过多年的发展积累了丰富的焊接制造经验和多项生产技术,具有良好的生产能力和产品研发能力,在焊接行业具有重要影响。并与全国各地经销商、使用厂家建立了良好稳定的合作关系。
现产品已广泛应用于:汽车制造、制冷、化工、造船、自行车、运动、器材、集装箱、空分、航天航空等行业。主要产品形态有铝焊条、铝焊丝、铝焊环、
使用及存放说明:
1、产品拆封后,在保质期内你可以直接施焊,不需要任何焊前处理。产品出厂包装密封条件下可保存二年
以上,拆去包装后在通常大气环境下可保质三个月;
2、产品应置于通风、干燥及酸、碱、油介质隔离的地方存放;
3、产品在运输中应避免摔撞和受潮,以免损坏焊丝盘和影响焊丝质量;
4、焊丝拆去包装后,建议在焊丝上方施加适当的防尘遮盖物;
5、对于**过保质期的焊丝,建议在焊前进行焊丝表面清理;
6、焊接过程中的电弧会你的眼睛,请注意保护。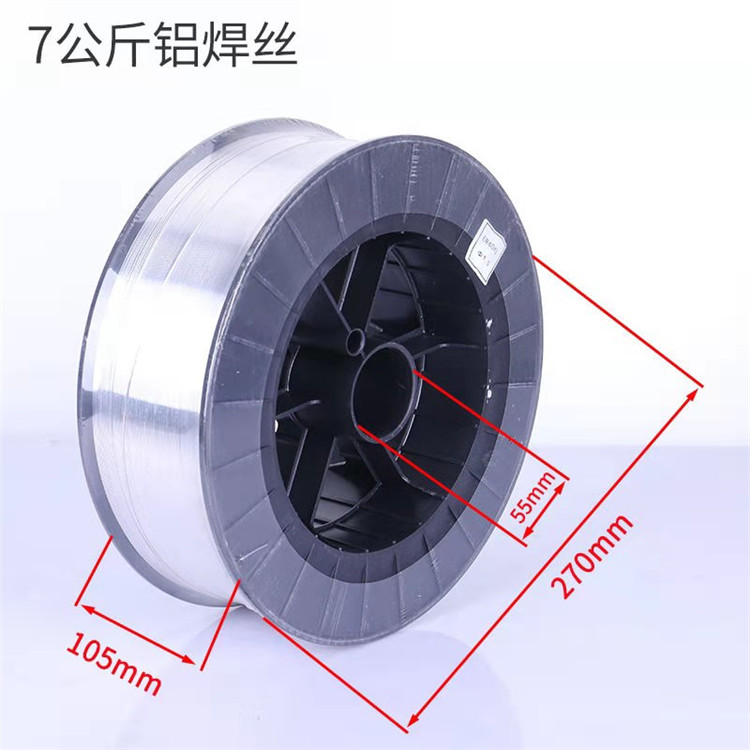
焊接铝焊条熔点:
(1)580~620℃的低温铝焊丝。代表焊丝:ER4047,ER4043。
纯铝的熔点:660.37℃,因为焊接铝件时主要是靠母材的热传导,并且稍以火焰熔融焊丝成型。而铝及铝合金从常温加热到溶化状态时,没有颜色变化,焊接时母材温度很难断定。
目前低温铝焊丝的温度界定主要以三个温度区间为主。
(1)580~620℃的低温铝焊丝。代表焊丝:ER4047,ER4043。
(2)380~450℃的低温铝焊丝。代表焊丝:Q303,WE-Q303B,WE53 等。
(3)179℃的低温铝焊丝。代表焊丝:M51 ,M51-F。
焊接方法:
(1)清理:清理被焊件以机械清理为好,目的是去除表面氧化膜。
(2)加热:以厚件重点加热,加热的时候可以离焊接处稍微远一些距离,而不用去直接烧焊口处。
(3)下料:达到400℃温度,下焊丝。角度尽量垂直点焊接处,点的瞬间用火焰的末端稍微燎一下焊丝的熔融成型,燎焊丝,而不要刻意地去烧焊丝。
低温铝焊条低温铝焊丝WE53铝焊丝Q303焊丝
低温铝焊条低温铝焊丝WE53铝焊丝 Q303焊丝51焊丝 耐磨焊条
一种:实心焊丝配有焊粉
本品为焊铝水箱,低温型。流平性好,填缝隙能力强。适用于各种火焰焊接。如汽油,液化气,氧乙炔等。其优异的易操作性,可使一个从没焊接过的人很快学会焊接,且能焊相当漂亮。如易拉罐也能轻松焊接漂亮
操作步骤:1烧热焊条,2沾焊粉(不用拌水),3预热底件,4试焊(用焊条在被焊处划动,如看到焊粉像水一样四处淌,底件洗白,那么焊条就会像水一样融到焊接处了。)
焊接原理
利用一切可利用的热源加热母材至400℃(温度可高不可低),靠母材热传导熔融焊丝成型
WE53的操作注意细节
1)母材的表面必须清理干净。即清即焊。
2)母材的温度得达到400℃,包括焊接的过程中母材的温度也要保持400℃,并且温度可高不可低。
3)忌讳用火焰刻意去烧WE53焊丝,母材温度达到400℃以后,焊丝自然会靠母材热传导熔融。
http://njht.cn.b2b168.com
欢迎来到天津市坤明焊材科技有限公司网站, 具体地址是天津市津南区津南经济开发区(西区)中国香港街3号1号楼410-54室,联系人是王。
主要经营天津坤明焊材科技有限公司主营:镍基焊丝、气保焊丝、氩弧焊丝、不锈钢焊条、不锈刚药芯焊丝、高硬度耐磨药芯焊丝等产品,全国统一热线电话:15822958223。天津坤明焊材科技有限公司一直专注于安全与健康,质量管理体系完善,产品质量,种类齐全,凭着良好的信用,赢得了广大客户的信任。。
单位注册资金未知。
欢迎关注本公司,本公司专业经营镍基焊丝,气保焊丝,氩弧焊丝,不锈刚药芯焊丝,高硬度耐磨药芯焊丝,不锈钢焊条等产品,拥有完善的技术和真诚的服务!